「強いクランプ=良い治具」ではない──基準を崩さず必要な方向に必要な力を掛ける、用途別クランプ方式の使い分け
クランプ方式の設計で最も大事なのは、「ワークの押さえ方」から決めるのではなく、「基準面と位置決めを壊さずに、必要な方向にだけ必要な力を掛ける」クランプを選ぶことです。
「強いクランプ=良い治具」ではなく、「正しい方向に、過不足ないクランプ」が、加工精度と作業性を同時に決めます。
この記事のポイント
- 榊原工機が治具制作の現場で使い分けている代表的なクランプ方式(手締めボルト・カムクランプ・エア/油圧クランプ・スイングクランプなど)の特徴と、どんな加工・ロット・現場に向いているのかを整理します
- 「基準面+位置決めピン+クランプ」の三位一体で治具設計を進める際、クランプ力の方向・大きさ・作用点をどう考えるべきか、よくある失敗例(反り・変形・位置ずれ)とあわせて解説します
- 少量多品種・短納期の治具制作を得意とする榊原工機が、クランプ方式の選定で実際に見ているポイント(段取り時間・安全性・メンテナンス・コスト)を、具体的な事例を交えて紹介します
今日のおさらい:要点3つ
- クランプ方式の種類は多くあるが、治具設計の基本は「基準面と位置決め要素で精度を出し、クランプはその基準を崩さない方向にだけ必要な力を掛ける」こと
- 手締めボルトは安価で汎用性が高く、カムクランプやエキセンは段取り時間を短縮し、エア/油圧クランプは量産ラインでの安定再現性と自動化に向くが、それぞれに「過大クランプ」「摩耗」「漏れ」といった注意点がある
- 最も大事なのは、「1台の治具でどこまで自動化・省力化を目指すか」「どれくらいの頻度・ロットで回すか」「現場オペレータのスキルや安全要件はどうか」を整理し、榊原工機と一緒にクランプ方式と固定位置を決めること
この記事の結論
榊原工機としておすすめするクランプ方式の選び方は、「基準面と位置決めピンで精度を決めたうえで、ワークの反り・バリ・加工方向を考慮しながら、手締め・カム・スイング・エア/油圧などを”段取り時間と安全性”で選ぶ」ことです。
「クランプは”押さえつける部品”ではなく、”基準にそっと寄せる部品”」として設計することで、過大な固定力による変形や位置ずれを防ぎ、加工品質を安定させられます。
最も大事なのは、新規治具制作や既存治具の見直しの際に、「どの面を基準にしてどの方向に切削力がかかるか」「ワークの板厚・剛性・公差はどうか」を共有いただき、榊原工機側でクランプ方式とレイアウトを提案することです。
クランプ方式はなぜ治具品質に直結するのか?
クランプ方式は「加工中のワーク姿勢と再現性」を支える要素であり、基準が正しくてもクランプが不適切だと精度を出しきれません。
「基準を決めるのが位置決め、基準に押し付けて守るのがクランプ」です。
治具設計におけるクランプの役割とは?
治具・位置決めの技術解説では、「治具の役割は6自由度を拘束すること」とされ、そのうちクランプは主にZ方向(浮き上がり)と一部回転の拘束を担当すると説明されています。
- 基準面:ワークを面で支え、Z方向の基準を決める
- 位置決めピン:X・Y方向と回転を拘束する
- クランプ:基準面と位置決めにワークを密着させ、切削力・振動に対抗する
このように、クランプは「基準と位置決めの最後の仕上げ」であり、押さえ方次第で反り・浮き・振動が変わります。基準と位置決めが正しくても、クランプの方向が間違っていれば全体の精度が崩れるため、3要素のバランスが重要です。
「クランプの力の向き」が品質を決める
治具構想の応用解説では、「クランプ力の向きと作用点」が設計の肝とされています。
- 基準面に対して直角に押さえる
- 位置決めピン方向に滑らせる方向の力を掛ける
- 禁止されるのは「基準から浮かそうとする方向」のクランプ
榊原工機の実務でも、「クランプは”基準に寄せる”方向に設置する」が設計の原則になっています。この原則を守ることで、ワークが基準面と位置決めピンに確実に密着し、加工中も姿勢が安定します。
榊原工機が使い分ける主なクランプ方式と特徴
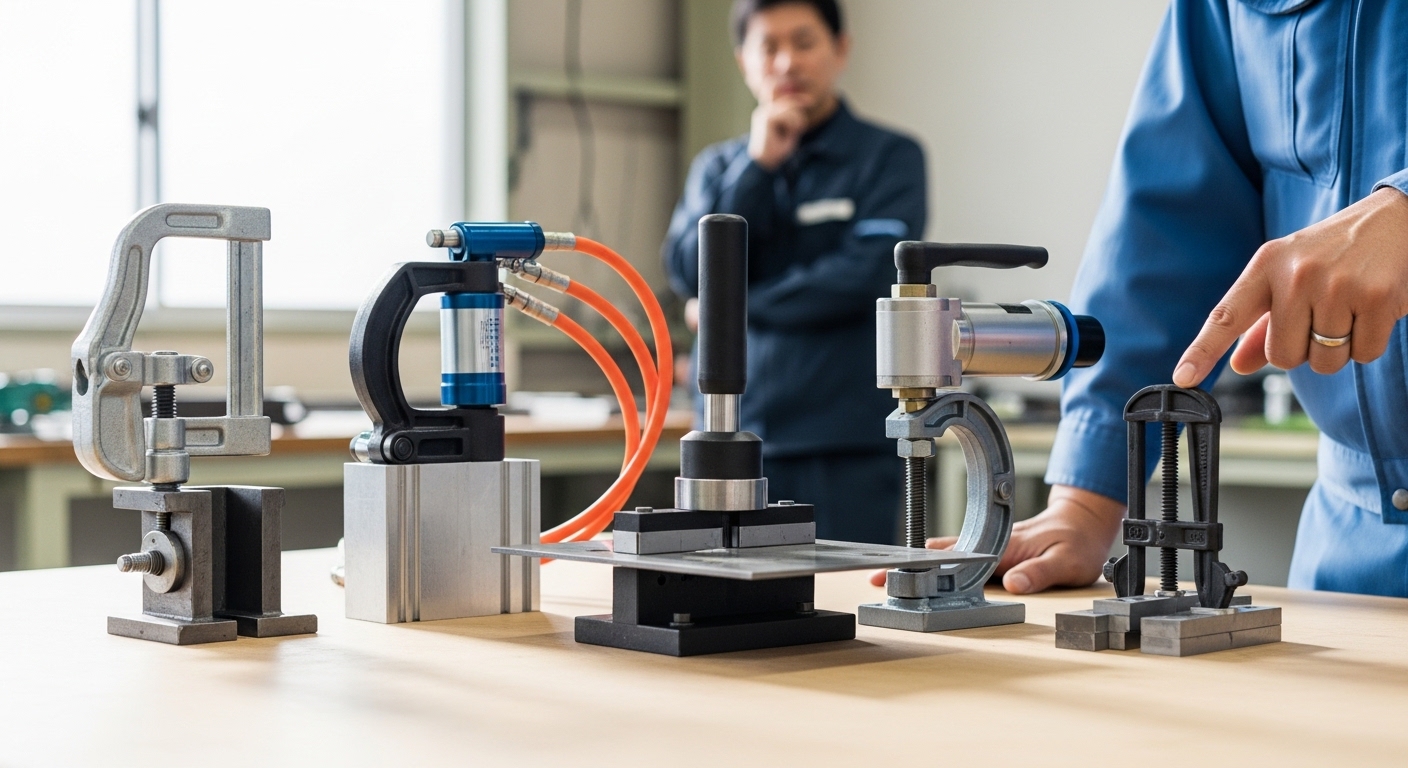
治具制作でよく使うクランプ方式は「手締めボルト・カム/エキセン・レバークランプ・スイングクランプ・エア/油圧クランプ」などであり、それぞれ「固定力・段取り時間・コスト・自動化適性」が異なります。
「量・精度・段取り時間」で選び分けます。
どのクランプ方式をどう使い分けるべき?
治具選定ガイドや現場のノウハウでは、用途別に次のような使い分けが紹介されています。
手締めボルト・Tスロットボルト(基本中の基本)
特徴
- 六角ボルト+スイングナットやTスロットを使った手締め方式
- 構造が単純で強いクランプ力を出しやすい
メリット
- コストが安く、ほぼどんな治具にも使える
- 位置が固定されていれば、安定した固定力が得られる
デメリット
- 段取り時間がかかり、多数ヶ所では作業負荷が大きい
- トルク管理が曖昧になりがち
少量生産や試作治具、頻繁に条件が変わる治具では、まず手締めボルトから検討するケースが多いです。シンプルで確実な分、現場オペレータのスキルに依存しにくいのも強みです。
カムクランプ・エキセンレバー(段取り時間短縮用)
特徴
- 回転カムや偏心(エキセン)機構で、少ないストロークでクランプできる方式
メリット
- レバー操作だけでクランプ/解除ができ、段取り時間を大幅に短縮できる
- 手締めボルトよりも操作が直感的で、締め忘れも目視確認しやすい
デメリット
- ボルトよりは固定力に限界があり、過大荷重で滑る/摩耗するリスク
ロットが数十〜数百程度で、段取り替えが頻繁な場合、カムクランプはコストと効率のバランスが良い選択です。ワンアクションで固定できるため、作業者の負担も大きく減らせます。
スイングクランプ・エア/油圧クランプ(量産・自動化向け)
特徴
- アームが回転しながら下降してクランプするスイングクランプや、シリンダでクランプするエア/油圧方式
メリット
- 切粉干渉を避けつつ上方から強力なクランプが可能
- 自動化ラインやサイクルタイムの短い工程に適する
デメリット
- 機構が複雑でコスト・メンテナンス負荷が高い
- シール不良や漏れによる固定力低下リスク
榊原工機では、「少量〜中量」であっても将来の自動化を見込んでスイングクランプを採用するなど、お客様の中長期計画にあわせて方式を提案することがあります。長期的に生産量が増える見通しがある場合は、先を見越した選定が将来のコストを抑えます。
よくある質問
Q1. クランプ方式は何を基準に選べば良いですか?
A1. 「ワークの剛性・必要な固定力・ロット数・段取り時間・安全性」の5点から選びます。量が多く自動化したいならエア/油圧、少量なら手締めやカムが現実的です。
Q2. クランプ力は強ければ強いほど良いですか?
A2. 過大なクランプはワークの反り・変形・位置ずれを招きます。必要な切削力と剛性から、必要十分な力を見積もることが重要です。
Q3. 手締めボルトからカムクランプに変えるメリットは?
A3. 段取り時間と作業負荷の大幅な削減です。締め忘れ防止や再現性向上も期待できますが、固定力の上限には注意が必要です。
Q4. エアクランプと油圧クランプ、どちらが良いですか?
A4. 高い固定力と剛性が必要なら油圧、配管・制御を簡素にしたいならエアが向きます。ライン全体の仕様や既存設備との相性で判断します。
Q5. クランプ方式を変えると加工精度も変わりますか?
A5. クランプ力の方向と大きさが変わるため、反りや振動の具合が変わり、結果的に精度に影響します。治具設計全体で見直す必要があります。
Q6. 既存治具のクランプだけ交換しても意味はありますか?
A6. 段取り時間や作業性の改善には効果がありますが、位置決めや基準面に起因する精度問題は別途見直しが必要です。
Q7. 榊原工機にはどの段階で相談するのが良いですか?
A7. 「加工内容とワーク図面が固まった段階」でご相談いただくのがベストです。必要精度・ロット・設備条件から最適なクランプ方式をご提案できます。
まとめ
榊原工機が考えるクランプ方式選定の基本は、「基準面と位置決めで精度を作り、クランプはその基準を崩さずに加工力と振動に耐えるための”適切な方向と大きさ”の力を掛ける」ことです。
手締めボルト・カムクランプ・スイングクランプ・エア/油圧クランプにはそれぞれ得意な領域があり、「ロット数・サイクルタイム・自動化レベル・安全要件」を基準に、過不足のない方式を選び分けることが、品質とコストの両面で重要です。
最善策は、「新規治具の構想段階」あるいは「既存治具で精度や段取りに課題が見えてきた段階」で榊原工機にご相談いただき、ワーク図面・加工条件・現場の制約条件を共有しながら、位置決め・クランプ・治具構造を一体で検討することです。
クランプ方式選定の最善策は、ワークの基準と加工条件から必要な固定方向と力を明確にし、「手締め・カム・スイング・エア/油圧」などの方式をロット数と段取り時間・安全性にあわせて使い分け、基準を崩さず安定して固定できる治具構造として設計することです。

