小物部品の治具制作において、金属と樹脂を組み合わせる場合に生じやすい技術的なデメリットと、プロの対処法。
小物部品の治具制作で金属と樹脂を組み合わせる最大のデメリットは、熱・荷重・湿度などの影響で寸法変化や摩耗がばらつき、精度と再現性が不安定になりやすい点です。この記事では、その具体的なメカニズムと、製造現場で実際に行っているプロの対処法を整理して解説します。
—
この記事のポイント
**今日の要点3つ**
– 小物部品の治具で金属と樹脂を組み合わせると、熱膨張・吸湿・剛性差によって寸法精度が不安定になりやすくなります。
– 高荷重・高精度・長期使用が前提の治具では、樹脂部のヘタリや摩耗が再現性低下と寿命短縮の要因になります。
– プロ現場では、材質選定・構造設計・試作検証(樹脂試作→金属本番)を組み合わせ、デメリットを最小限に抑えています。
—
この記事の結論
小物部品の治具制作で金属と樹脂を組み合わせる際の結論を、一言でまとめます。
– **結論:** 小物部品ほど、金属と樹脂の膨張・剛性・摩耗の違いが精度と寿命の不安定さとして現れやすくなります。
– 一番のリスクは、温度変化や湿度、繰り返し荷重によって「昨日と今日で寸法が違う」「ロットごとに結果が変わる」状態になることです。
– 対策の軸は「樹脂側の材質選定」「構造上の逃げと当たりの設計」「負荷のかけ方の制御」の三つです。
– 試作段階では、3Dプリント樹脂治具→問題点洗い出し→金属化/ハイブリッド化というステップを踏むと、失敗コストを抑えられます。
– 高精度ゾーンは金属、ワーク保護や軽量化ゾーンは樹脂と役割分担させることで、デメリットを抑えながらメリットを活かせます。
—
小物部品の治具制作で金属と樹脂を組み合わせるデメリットとは?
一言で言うと、小物部品の治具で金属と樹脂を混在させると「見えない寸法変化」と「使うほど進むヘタリ」が、品質と段取りの安定性を揺さぶる点がデメリットです。特に数十ミクロン単位の位置決めが必要な小物部品では、樹脂の熱膨張や吸湿膨張、応力緩和によるクリープ変形が、金属だけでは起きないズレを生みます。その結果、検査結果のばらつきや、組立時の圧入具合の違いなど、現場の「感覚」で違和感として表面化しがちです。
デメリット1:熱膨張・吸湿による寸法変化
結論から言うと、金属と樹脂では熱膨張率も吸湿膨張も桁違いに異なるため、温度や湿度が変わるだけで相対位置がズレます。一般に金属は熱膨張係数が小さく、温度変化があっても寸法変化は比較的安定している一方、樹脂は金属の10倍以上の熱膨張を示す材料もあり、さらに水分を吸って膨張する性質があります。実際、樹脂部品の公差設計では射出成形品で±0.1mm程度が目安となることも多く、ミクロンオーダーの位置決めには本質的に不向きです。
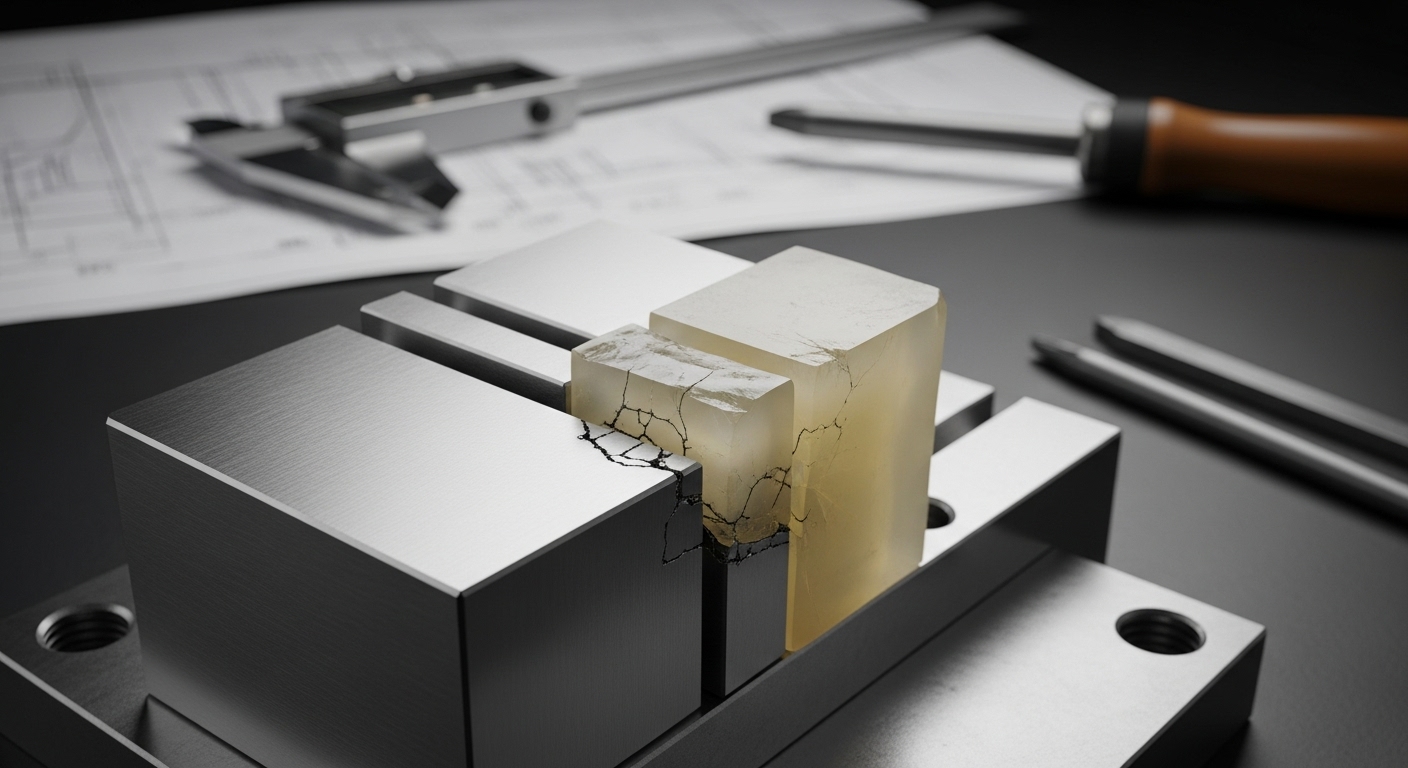
デメリット2:剛性・応力緩和の違いによる「ヘタリ」
最も大事なのは、樹脂の「時間とともに形が変わる」特性を無視しないことです。金属は繰り返し荷重を受けても弾性域内では形状がほぼ変わらないのに対し、樹脂は応力緩和・クリープにより、同じ荷重をかけ続けるとじわじわと変形が進みます。小物部品のクランプ治具などで樹脂パッドを使うと、初期は狙い通りの締め付け力や位置が出ても、数千ショット後には当たり面が沈み込み、結果としてワーク位置がズレる現象が起きやすくなります。
デメリット3:摩耗・寿命・再現性のばらつき
まず押さえておきたいのは、樹脂は金属よりも摩耗しやすく、寿命ばらつきが大きいという点です。金属製の治具は高強度・高耐摩耗性を持つ材質を選定すれば、長期にわたり安定した精度を維持しやすいのに対し、樹脂は摩耗や表面の傷付きによって当たり面が変わり、再現性が落ちやすい傾向があります。このため、小物部品のように接触面積が小さい治具では、局所的な面圧が高くなり、樹脂側だけ先に削れてしまう「片減り」が発生し、数ロット後に突然不具合として顕在化するケースがあります。
—
小物部品の治具制作で金属と樹脂をどう組み合わせるべきか?
結論として、小物部品の治具では「精度・基準は金属」「ワーク保護や軽量化は樹脂」と役割を分けて設計するのが現実的です。材質ごとの特性を理解したうえで、金属側に基準面と位置決めを集中させ、樹脂側にはクッションやカバー、交換前提のパッドといった役割を持たせることで、デメリットを許容範囲に抑えられます。ここでは、組み合わせ設計の考え方を三つの視点から整理します。
材質選定の基本方針(金属側と樹脂側)
一言で言えば、「精度・強度は金属、形状自由度とワーク保護は樹脂」という切り分けが基本方針です。金属治具は精度が必要な位置決めに向き、ステンレスや鉄は高強度・耐熱、アルミは軽量で加工性に優れます。一方樹脂は、加工のしやすさ・軽量性・絶縁性・ワークへの傷付きにくさといった特徴を持ちますが、精度や長期使用での寸法安定性は金属に劣るため、治具の中でも役割を限定した使い方が重要です。
小物部品向けの構造設計の考え方
特に重要なのは、小物部品ほど「逃げ」と「当たり」を明確に分けた構造にすることです。例えば、位置決めピンや基準ブロックは金属一体で製作し、その周囲のワーク接触面のみ樹脂カバーをボルト留めすることで、樹脂側が摩耗しても基準位置は変えない構成が有効です。また、樹脂パッドはシムやスペーサで高さ調整ができるようにし、交換や微調整の手間を最小限にすることで、ライン停止時間を抑えたメンテナンスが可能になります。
使用環境別の組み合わせ事例
小物部品の治具制作では、使用環境によって最適な組み合わせが変わります。高温環境や切削油・薬液がかかるラインでは、樹脂の耐熱性・耐薬品性が問題となるため、金属主体+限定的な樹脂部品という構成が安全です。一方、手作業の組立ラインや検査工程などでは、軽量で絶縁性のある樹脂治具が作業負荷軽減と安全性向上に寄与するケースも多く、ここでは精度要求に応じてPOMやPPSなど寸法安定性の高い樹脂を選定することが有効です。
—
プロが実践する「金属+樹脂」治具の対処法と設計手順
結論として、当社を含むプロの治具メーカーでは「小ロット樹脂試作→実機検証→金属・ハイブリッド本番」の三段階プロセスでリスクを抑えています。さらに、材質選定・構造設計・メンテナンス性という三つの視点で、金属と樹脂のデメリットを織り込んだ治具設計を行います。以下では、現場で使える実践的なステップと工夫をご紹介します。
ステップで見る治具制作プロセス
一言で言うと、「まず樹脂で試し、問題点を見える化してから金属にする」流れが、手戻りを減らす最短ルートです。当社では、ABS樹脂製の3Dプリント治具で干渉や形状誤差を確認し、その結果を踏まえて金属治具へ置き換える手法を採用しています。このプロセスにより、初期投資を抑えながら実機での段取り性や作業性を評価でき、最終的な金属+樹脂ハイブリッド治具の完成度を高めることができます。
公差・クリアランス設定のポイント
まず押さえておきたいのは、樹脂側には「金属と同じ感覚の公差」を求めないことです。樹脂部品は、材料ごとの収縮率・熱膨張率・吸湿特性・応力緩和を踏まえたうえで、使用温度範囲と湿度条件を考慮したクリアランス設定が必要になります。例えば、位置決めそのものは金属側で行い、樹脂側はあくまで当たり面(押さえ、ガイド、カバー)として、少し余裕を持たせた設計にすることで、温湿度変化によるトラブルを未然に防げます。
メンテナンスと交換設計でデメリットを抑える
最も大事なのは、樹脂部分を「消耗品」と割り切った設計です。樹脂パッドやカバーは、ボルト固定や差し替え式にしておき、摩耗や変形が許容範囲を超えた時点で容易に交換できるようにします。さらに、交換周期を決めて予備品をストックしておくことで、ライン停止を最小限に抑えながら、金属側の基準精度を長期に維持することが可能になります。
—
よくある質問
Q1. 小物部品の治具で金属と樹脂を組み合わせる一番のデメリットは?
A1. 熱・湿度・荷重の変化による寸法変化とヘタリで、精度と再現性が不安定になりやすい点です。
Q2. なぜ小物部品ほど樹脂の影響が大きく出るのですか?
A2. 寸法が小さいほどわずかな膨張や摩耗が相対的に大きくなり、ミクロン単位のズレが不具合に直結しやすいからです。
Q3. 金属と樹脂の熱膨張の違いはどれくらい重要ですか?
A3. 金属に比べ樹脂は熱膨張率が10倍以上になる場合もあり、温度変化のある現場では位置ズレの主因となるため非常に重要です。
Q4. 精度が必要な治具は金属と樹脂のどちらを優先すべきですか?
A4. 高精度・高荷重・長期使用が前提なら、基準面と位置決めは金属で構成し、樹脂はワーク保護など補助的用途に限定すべきです。
Q5. 樹脂製治具のメリットは何ですか?
A5. 樹脂は軽量で加工しやすく、絶縁性やワーク保護性に優れ、3Dプリントなどによる短納期試作にも向いている点がメリットです。
Q6. 金属と樹脂を組み合わせる場合の公差の考え方は?
A6. 樹脂に金属と同じ厳しい公差を求めず、材料特性や使用環境を踏まえた余裕のあるクリアランスをとる設計が必要です。
Q7. 現場ではどのように失敗リスクを減らしていますか?
A7. まず樹脂で小ロット治具を試作し、干渉や作業性を確認してから金属治具に置き換えるステップを踏むことで、手戻りを抑えています。
Q8. 樹脂部のヘタリや摩耗への対処法は?
A8. 樹脂部分を交換可能な構造にし、消耗品として定期交換する前提で設計することが、精度維持の実用的な対処法です。
Q9. どのような場面なら樹脂主体の治具が向いていますか?
A9. 手作業中心の組立・検査工程など、軽量性や絶縁性、ワーク保護を重視し、極端な高精度や高荷重を求めない場面に向きます。
Q10. 材質選定で迷ったときの基本ルールはありますか?
A10. 精度・強度・耐熱・寿命を優先するなら金属、軽さ・加工性・ワーク保護を優先する部分のみ樹脂を用いるのが基本ルールです。
—
まとめ
– 小物部品の治具制作で金属と樹脂を組み合わせると、熱膨張・吸湿・剛性差・摩耗によって寸法精度と再現性が不安定になりやすくなります。
– 精度と荷重を受け持つ基準部は金属、ワーク保護や軽量化・形状自由度を求める部分だけ樹脂とし、役割分担を明確にすることが重要です。
– 樹脂試作→実機検証→金属・ハイブリッド本番という段階的なプロセスと、交換前提の樹脂部設計により、デメリットを抑えながら現場にフィットした治具制作が可能になります。
━━━━━━━━━━━━━━━━━━━
🏮🔥 注目記事 🔥🏮
━━━━━━━━━━━━━━━━━━━
真ちゅう製ランタンに熱視線
春日井「榊原工機」が自社ブランド立ち上げ
📰 記事はこちら →
https://www.chunichi.co.jp/article/1182115?rct=aichi
━━━━━━━━━━━━━━━━━━━
―― 会社情報 ――
有限会社 榊原工機
〒486-0932
愛知県春日井市松河戸町2丁目5-15
事業内容
・機械部品
・試作部品
・治具部品
・金型部品
の機械加工
お見積り・お問い合わせ
TEL:0568-36-1628
受付時間:9:00〜18:00(12:00〜13:00を除く)
※2024年1月より 9:00〜17:00 に変更
休日:土・日・祝日
メールでのお問い合わせ
(お問い合わせフォーム)
https://www.sakakibara-kouki.co.jp/contact/
公式チャンネル
YouTube:
https://www.youtube.com/channel/UCIhktvNTeTej8hJeoeKHvXQ
Instagram:
https://www.instagram.com/sakakibara_kouki/